SVAŘOVACÍ STOLY - TRADIČNÍ
série PRO, PLUS a ECO
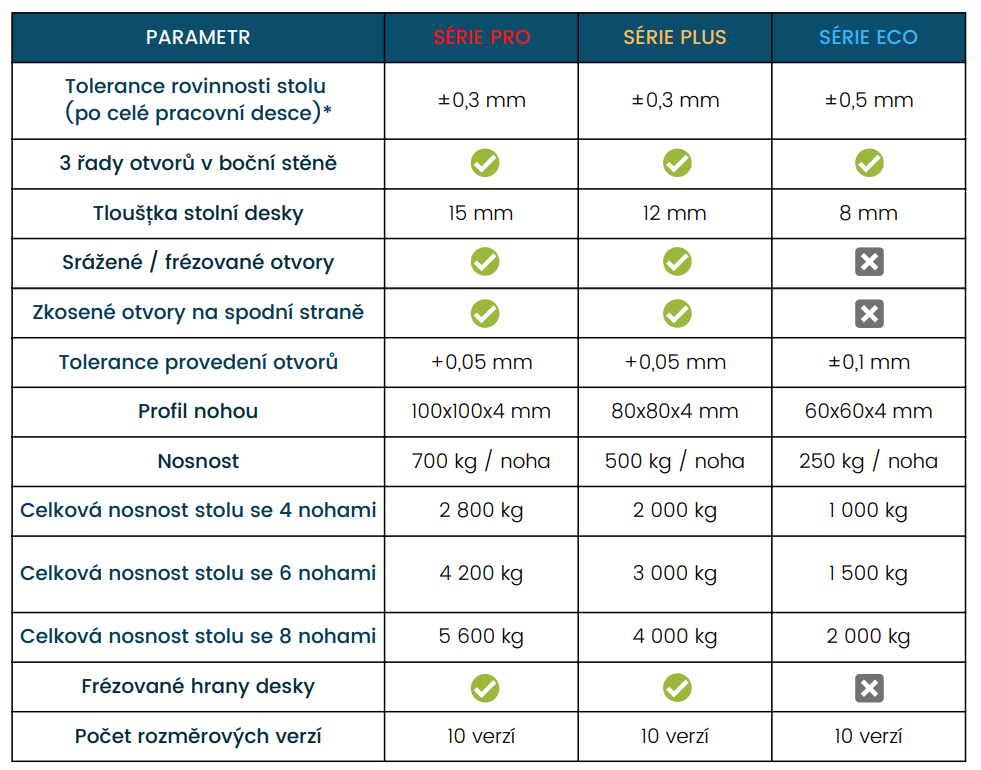
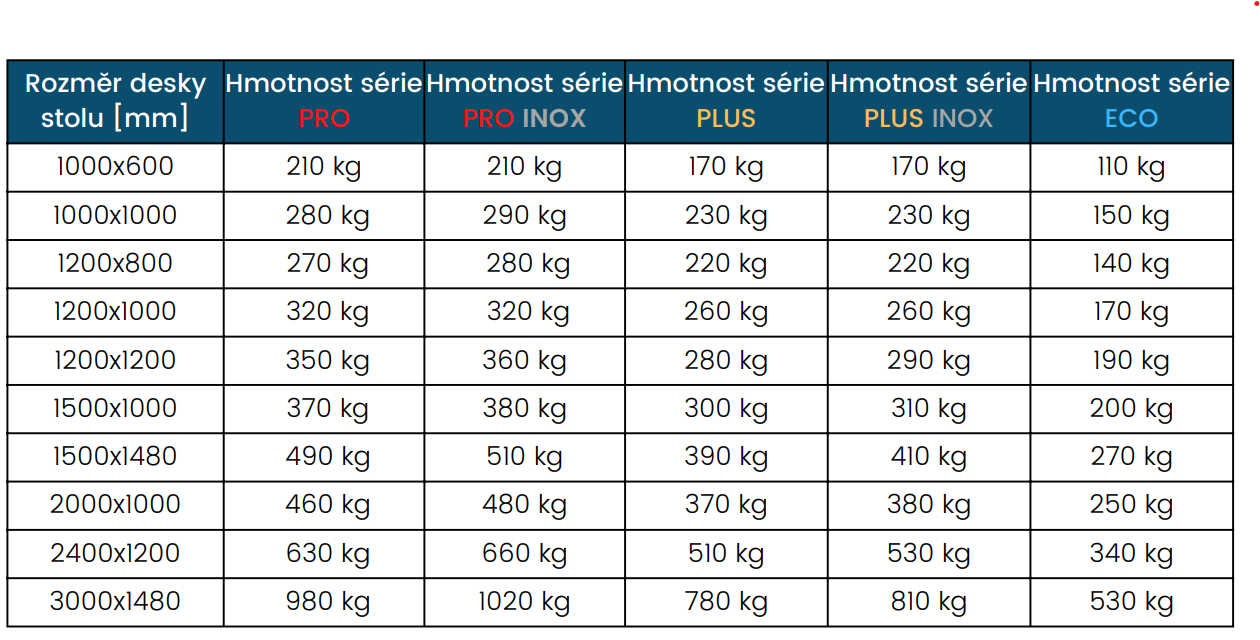
Tradiční svařovací stoly GPPH se vyrábí ve třech sériích: PRO, PLUS a ECO. Každá z nich pak až v 10 verzích rozměrů.
Využijete je všude, kde je třeba preciznost při svařování. Použijete je jak k manuálnímu, tak k
robotickému svařování. Vaše konstrukce budou konečně provedeny přesně, bez zbytečného
opravování!
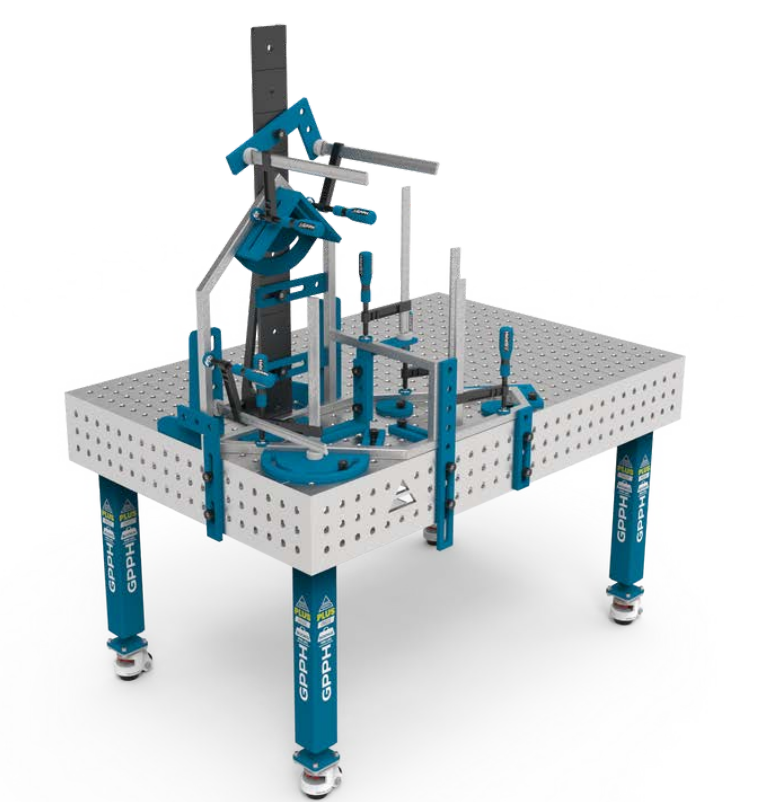
Zajistí také ergonomickou a rychlou práci při dodržení přesnosti a opakovatelnosti vyráběných konstrukcí. Všechny stoly jsou ve verzi s nohama na nožkách nebo na kolech – volba je na Vás!
V závislosti na Vaších preferencích si můžete zvolit svařovací stoly PRO, PLUS a ECO se systémy otvorů:
- fi 28 mm v mřížce 100x00 mm
- fi 28 mm v diagonální mřížce
- fi 16 mm v mřížce 100x00 mm
- fi 16 mm v diagonální mřížce
- fi 16 mm v mřížce 50x50 mm
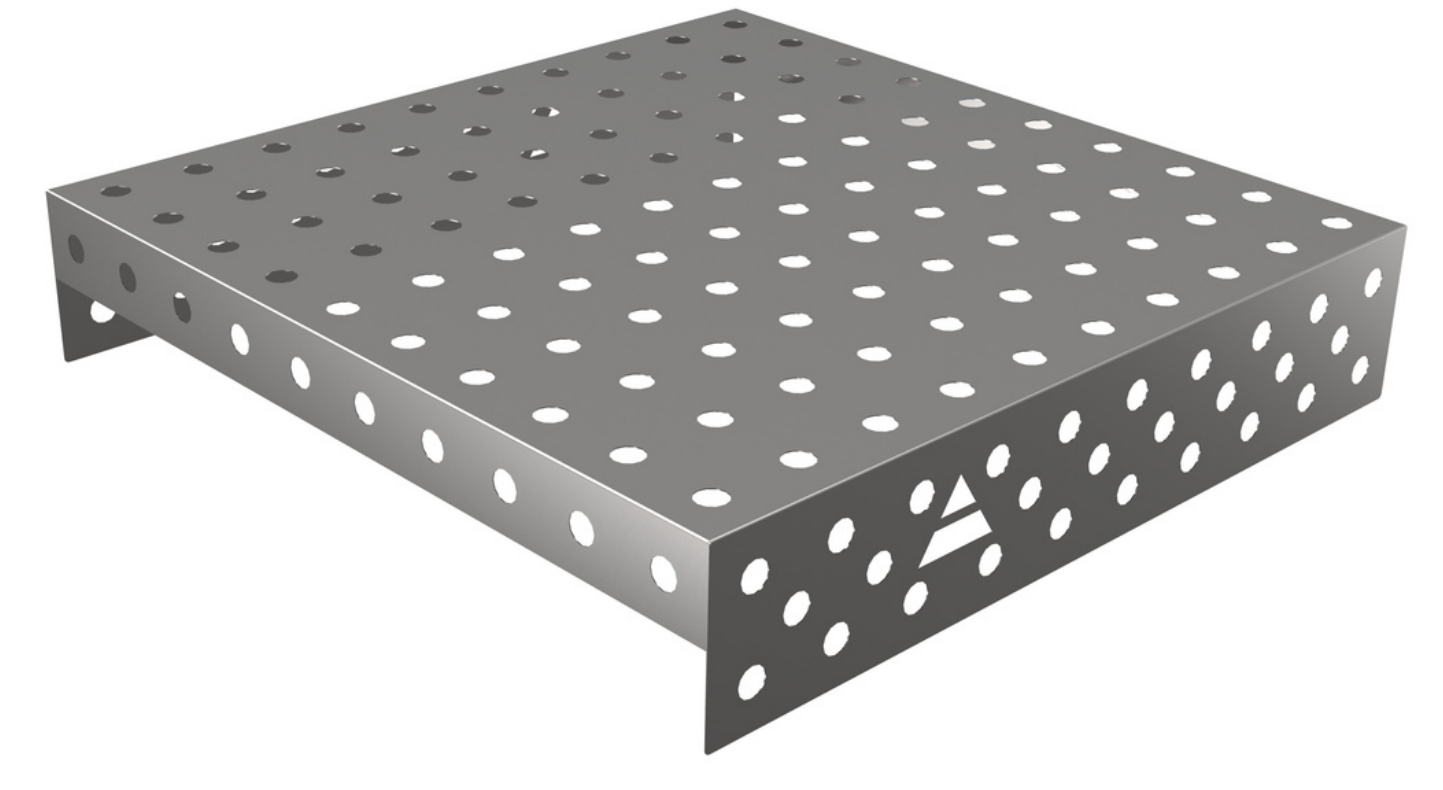
Stoly jsou vyrobeny z materiálu S355J2+N v souladu s normou ISO 2768-1. Každá deska stolu je vybavena gravírovaným měřítkem. Gravírované měřítko vytváří vodorovné a svislé čárami v mřížce 100x100 mm. Tvoří vztažný bod při ukládání konstrukce a během montáže nářadí. S
použitím měřícího nářadí můžete vhodným způsobem umístit svou konstrukci tak, abyste získali vhodný rozměr.
Všechny stoly mají husté žebrování, což ovlivňuje perfektně rovný pracovní povrch. Žebra jsou rozmístěna přibližně každých 400 mm. Masivní a tuhá základna stolové desky zaručuje nejvyšší stabilitu během používání a ochranu proti deformaci. Boční stěny stolu jsou vysoké 200 mm. Boční stěny stolů jsou vysoké 200 mm a jsou vyrobeny s tolerancí odchylky ±0,3°.

Svařovací stoly ze série PRO, PLUS a ECO jsou v rozměrech: 3000x1480 mm, 2400x1200 mm, 2000x1000 mm, 1500x1480 mm, 1500x1000 mm, 1200x1200 mm, 1200x1000 mm, 1200x800 mm, 1000x1000 mm, 1000x600 mm.
K práci na svařovacích stolech ze série PRO využijete frézované nářadí PRO, a u série PLUS a ECO - nářadí ze série PLUS. Díky nim provedete přesně každou plochou 2D a prostorovou 3D
konstrukci. A toto vše za mnohem kratší dobu!
Pro každý svařovací stůl ze série PRO, PLUS a ECO můžete koupit násadku z nerezové oceli
s tloušťkou 1 mm. Pro změnu tradičního svařovacího stolu GPPH na ideální stůl na svařování z nerezové oceli, stačí na něj umístit násadku.
SVAŘOVACÍ STOLY - NEREZ
série INOX
Každá stolní deska verze INOX má gravírovanou stupnici. Stejně jako u tradičních svařovacích stolů mají stolové desky navíc robustní a husté žebrování, díky němuž je pracovní plocha perfektně rovná (tolerance rovinnosti ±0,3 mm na celé ploše stolní desky). Žebra jsou rozmístěna v průměru každých 400 mm. Pevná a tuhá konstrukce stolní desky zajišťuje maximální stabilitu při používání a chrání proti deformací. Výška bočních stěn stolů je 200 mm a jsou vyrobeny s tolerancí odchylky ±0,3°.
Při práci na svařovacích stolech řady INOX s deskami řady PRO se používají frézované nástroje řady PRO, zatímco u desek řady PLUS se používají nástroje řady PLUS. Při práci na stolech INOX můžete používat standardní nástroje GPPH, protože jsou opatřeny práškovou barvou. S našimi nástroji budete moci přesně vyrobit jakoukoli plochou i trojrozměrnou konstrukci za podstatně kratší dobu!
Nerezové kryty
Pro každý svařovací stůl ze série PRO, PLUS a ECO můžete koupit násadku z nerezové oceli
s tloušťkou 1 mm.
Pro změnu tradičního svařovacího stolu GPPH na ideální stůl na svařování z nerezové oceli, stačí na něj umístit násadku.
Systémy násadky z nerezové oceli jsou stejné, jako systémy otvorů svařovacích stolů GPPH.
SVAŘOVACÍ STOLY - MODULOVÉ
série MWT
Modulové svařovací stoly GPPH se vyskytují ve dvou variantách provedení pracovní desky:
- materiál: S355J2+N
- materiál: nástrojová ocel obráběna procesy: nitridace + oxidace
Deska modulových stolů se skládá z frézovaných, posuvných desek silných 15 mm a díky nastavení jejich povrchu získáte perfektní rovinu. Jsou provedeny v systému otvorů fi 28 mm v mřížce 100x100 mm. Mají frézované a srážené otvory usnadňující namontování nástrojů. Modulové stoly jsou kompatibilní s nářadím ze série PRO (více: str. 18). Kromě toho konstrukce našich modulových stolů umožňuje zvýšit počet míst upevnění nářadí v štěrbinách mezi díly pracovní desky – zvýšena ergonomie při provádění práce.
Modulové stoly mají kola se stopkou v základních nohách, s nosností 250 kg na nohu. Ve verzích rozkládaných modulových stolů se vyskytují nastavitelné podpěry v přídavných nohách. Výšku stolů lze nastavovat v rozsahu 850 mm - 1150 mm, P=50 mm.
Za účelem získání větší pracovní plochy můžete stoly spojovat dohromady. Máte také možnost nakoupit boční desky.

SVAŘOVACÍ STOLY - SVAŘOVACÍ A MONTÁŽNÍ
série BASIC
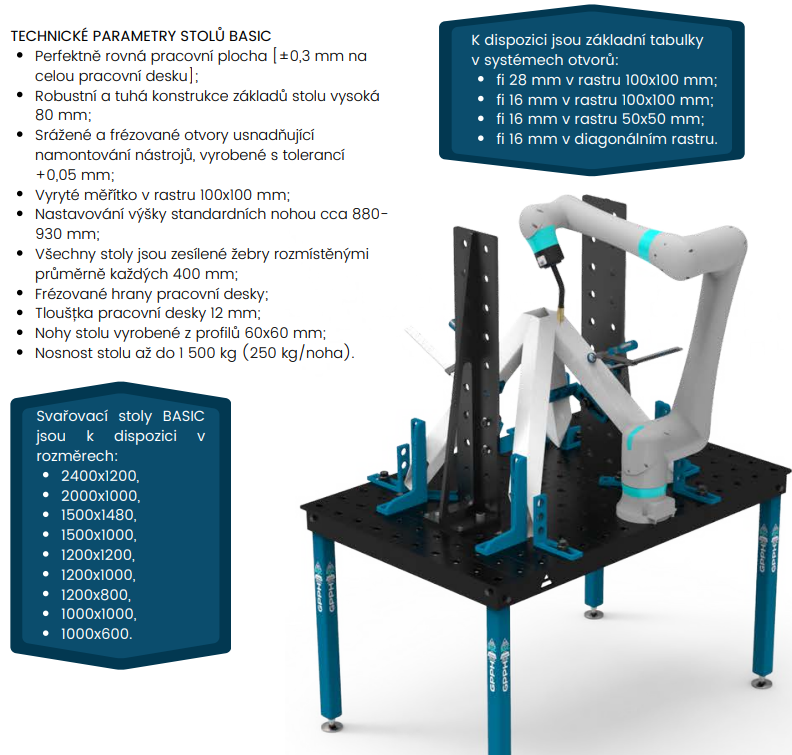
KDE VYUŽIJETE SVAŘOVACÍ STŮL BASIC?
VŠUDE, KDE JE NEZBYTNÁ PŘESNOST PŘI SVAŘOVÁNÍ.
Je jedno jestli svařujete klasicky manuálně, nebo využíváte pro svou práci svařovací roboty – stoly BASIC jsou perfektní volba! Vaše výrobky budou konečně provedeny přesně,
bez zbytečného opravování!
Pokud při své práci používáte svařovací robot, máme pro vás výborné řešení! Svařovací stůl BASIC se výborně osvědčí jako základna robotizovaného svářečského pracoviště, a místo pro přesné měření. Na tyto práce se nevyužívají boční stěny, a tak svařovací stůl BASIC splňuje všechny požadavky, a zároveň je cenově atraktívnější než tradiční svařovací stoly s bočními stěnami.
Pomocí frézovaných nástrojŮ vytvoříte vhodné a snadno použitelné pracovní prostředí pro vytváření opakovatelných plochých a prostorových struktur.
SVAŘOVACÍ STOLY - MONTÁŽNÍ
série DIY
Svařovací a montážní stůl DIY má rozměry 1200x800 mm a vyrábí se ve verzi s otvory fi 16 mm v mřížce 50x50 mm. Otvory mají toleranci provedení ±0,1 mm. Má gravírované měřítko v mřížce 100x100 mm. Výška stolu je 880 mm. Svařovací a montážní stůl DIY je vyrobený z materiálu S355J2+N.
Stoly DIY mají husté žebrování, což zajišťuje, že jsou perfektně rovinné [±0,5 mm na celou pracovní desku]
Jsou vybaveny kyvnými nožkami, které vyrovnávají nerovnosti podlahy.
Deska stolu DIY je silná 8 mm. Maximální nosnost stolu je 500 kg, jeho hmotnost je cca 90 kg. Výrobek se výborně hodí nejen svářeči, ale také pro kutila, truhláře, automechanika, jako pomocný stůl pro stroje CNC a také do různých dalších dílen.
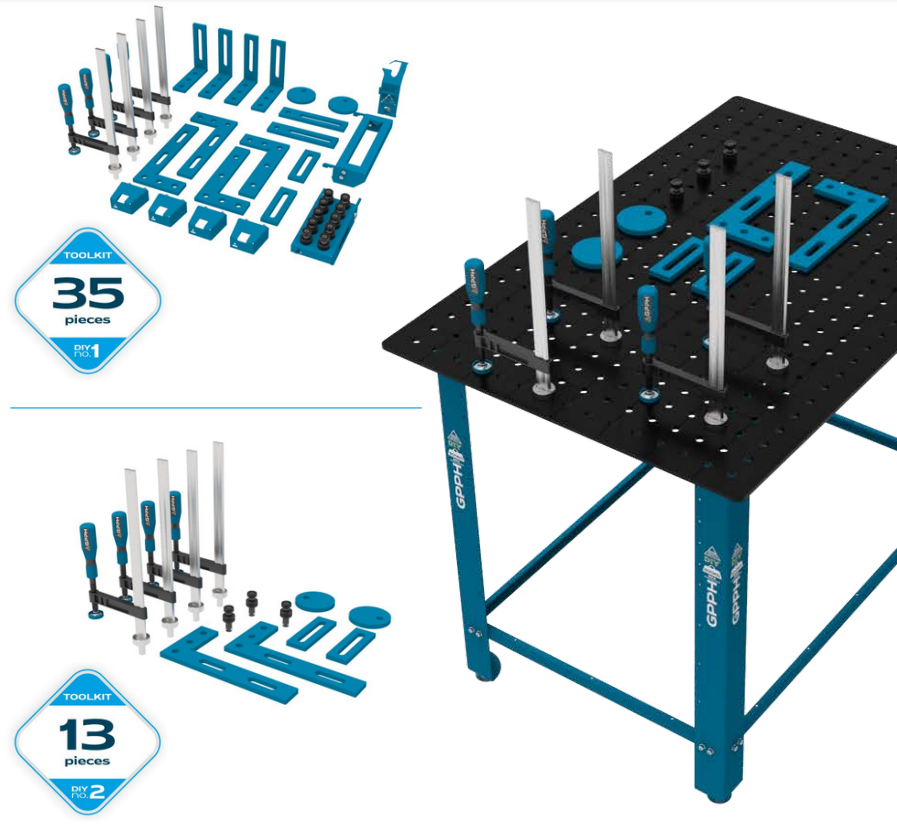
Montážní sady
Pro montážní a svařovací stoly DIY navrhujeme dvě hotové sady nářadí ze série PLUS upevňované s použitím upevňujícího držáku pro rychlé namontování 19-22 ECO/PLUS.
V případě sady č. 1 jsou k ní připevněny adaptery pro police na nářadí, aby bylo možné nasadit mobilní polici na nářadí ze strany pracovní desky stolu DIY.
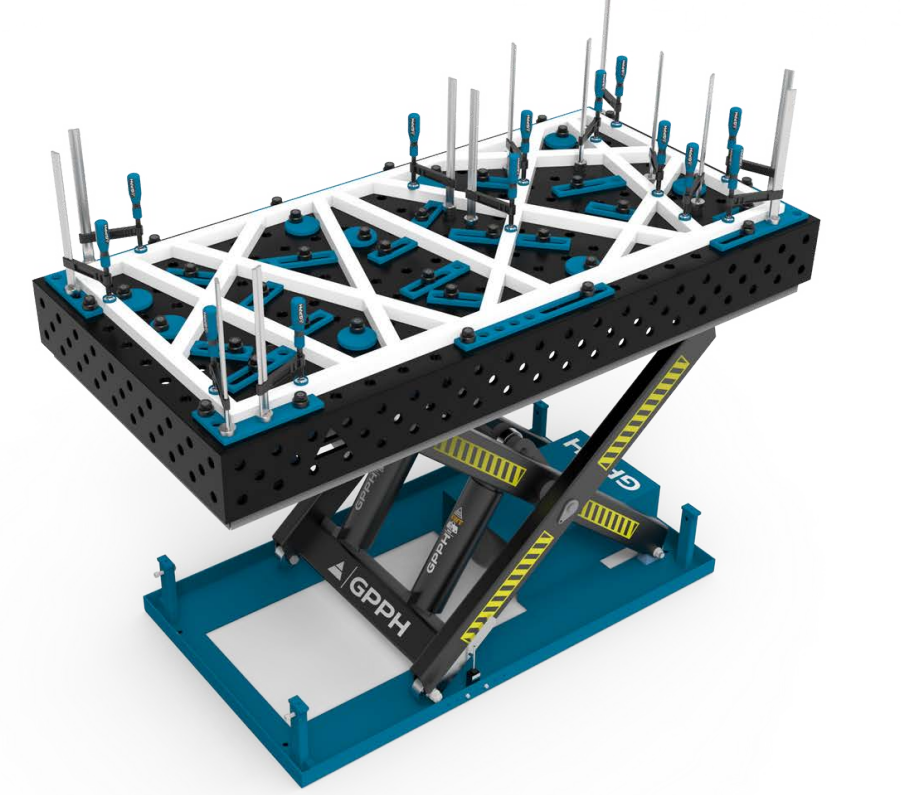
SVAŘOVACÍ STOLY - ZVEDANÉ
série XWT (s hydraulickým systémem zvedání)
Svařovací stoly GPPH s hydraulickým systémem zvedání to jsou speciální stoly s automatickým nastavením výšky desky. Díky tomu můžete rychle a snadno nastavit perfektní pracovní výšku desky stolu a zajistit si tak pohodlí při práci.
Svařovací stoly s hydraulickým systémem zvedání mají:
- ventil proti přetížení znemožňující zvedání příliš těžkých břemen;
- bezpečnostní ventil zastavující spouštění desky dolu v případě prasknutí hydraulického vedení;
- koncové vypínače chránící uživatele proti pohmoždění nebo jinému úrazu.
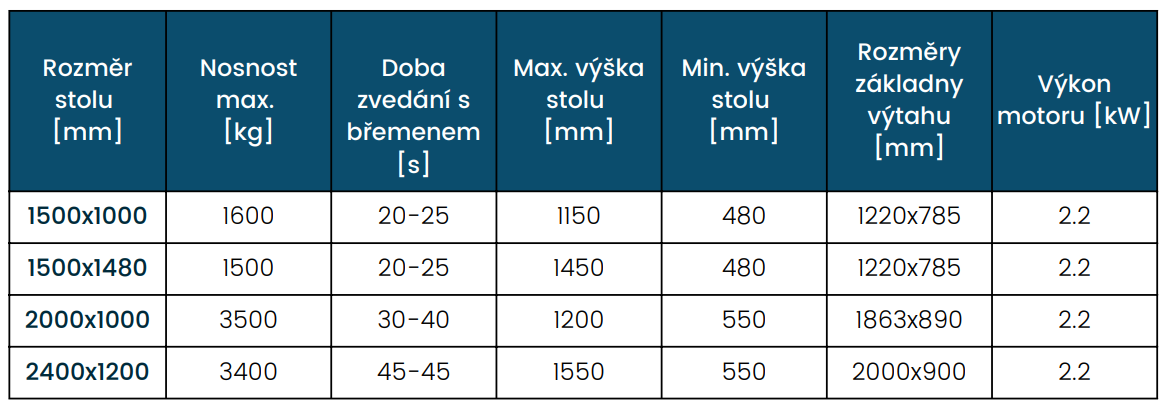
Stoly s hydraulickým systémem zvedání se vyrábí ve třech sériích svářečských stolů GPPH: PRO, PLUS a ECO a každá série má až 4 rozměrových verzí: 1500x000 mm, 1500x480 mm, 2000x000 mm, 2400x200 mm.
Kromě toho každá stolní deska je vybavena otvory fi 28 mm rozmístěnými v mřížce: 100x100 mm a diagonální, a také se systémem otvorů fi 16 mm v mřížkách: 50x50 mm, 100x100 mm a diagonální.
Technické parametry základny s hydraulickým systémem zvedání:
- napětí napájení: 400 V
- obrátky: 1400 obr/min
- třída ochrany: IP54
- Třída izolace: F
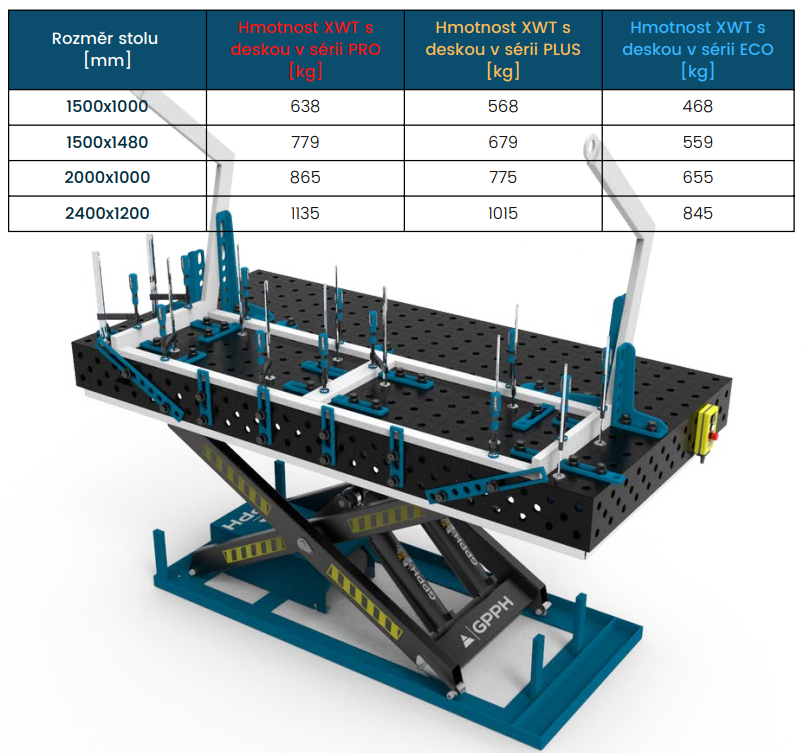
Hmotnosti svářečských stolů GPPH s hydraulickým systémem zvedání
NÁŘADÍ ZE SÉRIE PRO
– určené pro stoly PRO, MWT a XWT s pracovními deskami ze série PRO
16 - stoly s otvory 16 mm
28 - stoly s otvory 28 mm

|
 |
 |
 |
 |
|
|
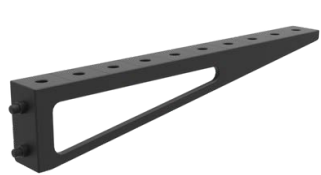
PLOCHÝ ÚHEL PRO 275x150 |
PLOCHÝ ÚHEL PRO 320x150 |
PLOCHÝ ÚHEL PRO 350x250 |
KOLEČKO
PRO Ø100mm |
|
|
16_N_009_PRO
28_N_009_PRO |
16_N_010_PRO
28_N_010_PRO |
16_N_011_PRO
28_N_011_PRO |
16_N_003_PRO
28_N_003_PRO |
|

 |
 |
 |
 |
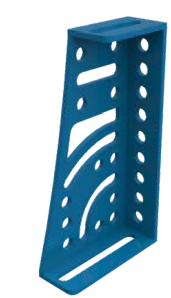 |
ÚHLOVÝ PROFIL
PRO 185x175 |
ÚHLOVÝ PROFIL
PRO 200x200 |
ÚHLOVÝ PROFIL
PRO 300x190 |
ÚHLOVÝ PROFIL
PLUS 450x250 |
ÚHLOVÝ PROFIL
PLUS 275x500x175x100 |
16_N_012_PLUS
28_N_012_PLUS |
16_N_013_PLUS
28_N_013_PLUS |
16_N_014_PLUS
28_N_014_PLUS 1 |
16_N_015_PLUS
28_N_015_PLUS |
16_N_016_PLUS
28_N_016_PLUS |

 |
 |
 |
 |
PRODLOUŽENÍ
PLUS 1000X100 |
PRODLOUŽENÍ
PLUS 1000X200 |
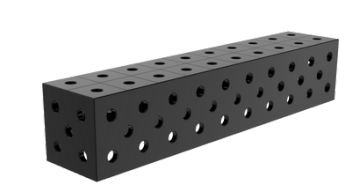
SPOJKA, KOSTKA
PLUS 1000X200X200 |
SPOJKA, KOSTKA PLUS
1500X200X200 |
16_100x100_N_017_PLUS
28_100x100_N_017_PLUS |
16_100x100_N_018_PLUS
28_100x100_N_018_PLUS |
16_50x50_N_019_PLUS
16_100x100_N_019_PLUS
28_100x100_N_019_PLUS |
16_50x50_N_020_PLUS
16_100x100_N_020_PLUS
28_100x100_N_020_PLUS |

NÁŘADÍ ZE SÉRIE PRO
– určené ke zvětšení pracovní plochy stolů ECO a k namontování nářadí ze série PLUS na
stolech ze série ECO, DIY, XWT s pracovními deskami ze série ECO
16 - stoly s otvory 16 mm
28 - stoly s otvory 28 mm
 |
 |
 |
 |
| PIN PRO MONTÁŽ ECO |
UPEVŇUJÍCÍ TRN PRO
RYCHLOU MONTÁŽ
19-22 ECO/PLUS |
MAGNETICKÝ
UPEVŇUJÍCÍ TRN PRO
RYCHLOU MONTÁŽ PLUS |
UPEVŇUJÍCÍ TRN PRO
RYCHLOU MONTÁŽ UNI |
16_T_015_ECO
28_T_015_ECO |
16_N_002_ECO_PLUS
28_N_002_ECO_PLUS |
16_N_002_PLUS_MG
28_N_002_PLUS_MG |
16_N_002_UNI
28_N_002_UNI |
MONTÁŽNÍ NÁŘADÍ
- pro všechny GPPH stoly a stanice

 |
 |
 |
 |
 |
 |
| UPEVŇUJÍCÍ MADLO |
UPEVŇUJÍCÍ MADLO S
PÁKOU |
UPEVŇUJÍCÍ MADLO SE
STAVITELNÝM PŘESAHEM |
UPEVŇOVACÍ MADLO S
PÁKOU A STAVITELNÝM
PŘESAHEM BESSEY |
UPEVŇUJÍCÍ MADLO |
UPEVŇUJÍCÍ MADLO S
PÁKOU |
16_N_001A
28_N_001A |
16_N_001B
28_N_001B |
16_N_001C
28_N_001C |
16_N_001D
28_N_001D |
16_N_001E
28_N_001E |
16_N_001F
28_N_001F |

 |
 |
 |
 |
| PŘÍPRAVEK Ø58MM 130° |
PŘÍPRAVEK Ø58MM 130°/90° |
PŘÍPRAVEK Ø58MM 90° |
DRŽÁK NA HOŘÁK |
16_N_021
28_N_021 |
16_N_023
28_N_023 |
16_N_022
28_N_022 |
N_024 |

|
PROTECTOR (koncentrát) je základní přípravek chránící svařovací stanice tím, že na nich zanechává speciální odolnou ochrannou vrstvu. Svařovací stoly proto zůstávají bez rozstřiku, což se projevuje v
přesnějších, pohodlnějších a uspořádanějších pracích
PROTECTOR zajišťuje velkou ochranu zařízení před účinky provozu. Kapalina je bez zápachu a při svařování neuvolňuje žádné zdraví nebezpečné těkavé látky. Neobsahuje ropné sloučeniny, a proto není žádný rozpor pro její použití na materiály, které v dalších fázích podléhají lakování nebo zinkování. Pro rovnoměrné rozprostření se doporučuje aplikovat přípravek pomocí rozprašovače GPPH CHEM
|
 |
 |
HD CLEANER (koncentrát) je alkalický, vysoce koncentrovaný a účinný čisticí prostředek pro svařovací stoly obohacený o inhibitory koroze. Přípravek účinně čistí silně znečištěné povrchy stolů a zanechává aktivní antikorozní povlak. Díky speciální receptuře se čistič HD Cleaner vyznačuje vysokou čisticí účinností. Díky speciálně vyvinuté receptuře se čistič HD Cleaner vyznačuje vysokou čisticí účinností. |
Pro dosažení nejlepších účinků doporučujeme přípravek aplikovat pomocí postřikovače GPPH CHEM. Postřikovač GPPH CHEM je nejlepším řešením pro aplikaci profesionálních chemických přípravků GPPH CHEM: PROTECTOR a HD CLEANER.
|
VLASTNOSTI
- SYSTÉM 360˚ - postřik v libovolné poloze nádoby
- SUP ER DOUBLE ACTION PUMP - stříkání po stisknutí a uvolnění páky čerpadla nepřetržitým proudem.
- INDIKÁTOR HODNOTY KAPALINY - snadné dávkování kapaliny a kontrola její hladiny v nádrži
- TĚSNĚNÍ FPM - vysoká chemická odolnost zajišťující dlouhý a bezporuchový provoz
- STABILIZAČNÍ KROUŽEK (spodní část spreje) - stabilizace a ochrana nádrže před mechanickým poškozením
objem (l): 0,5l
- množství postřiku pro celý cyklus (ml): 3ml
- hmotnost (kg) (postřikovače, bez kapaliny uvnitř): 0,14 kg
|
 |